

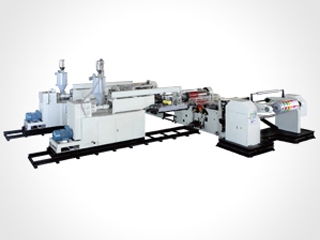
淋膜復合機安全操作注意事項:
1.根據工藝要求把主機料筒及T型模頭溫度設定在規范規模。
2.查看料斗內有無異物,特別是金屬類及螺絲等,以防進入擠出機內部而損壞螺桿及料筒。
3.查看冷卻水供水系統是不是正常。
4.查看擠出機移動馬達、淋膜傳動馬達及卷取馬達各部位是不是正常,查看電流表反響是不是正常。
5.開機前首要將要淋膜的基材放置在放出機架上,將基材的頭拉出,使其經過整條生產線的各個輥輪。

6.當淋膜復合機加熱溫度達到設定值后,要恒溫半小時以上后才干發動主機馬達,開端慢速工作。待塑料膜片由模口流出后,先用銅片將模口刮潔凈,然后用塞尺刺進模口里面,自始至終來回刮幾回,將兩壁上的焦料悉數刮下來,將內部整理潔凈,然后加速擠出機速度,調查流下的膜片,如薄膜均勻無粗條紋即可開端淋膜。
7.開端淋膜時,冷卻輥以最慢速度轉動,使基材緩慢卷取,與此同時,令擠出機以慢速擠出膜片,并使其移動至淋膜方位。
8.當模頭出來的膜片都與基材觸摸,并經過冷卻輥后,可將擠出機速度進步,使出料量添加,然后將冷卻輥的速度也相應進步。
9.改動淋膜厚度的辦法:進入PLC觸摸屏復合操作頁面,輸入想要的厚度即可。淋膜厚度應為0.03±0.005mm 10.淋膜的飛邊按規范切割,膜與基材粘合要結實。





 蘇公網安備 32028102000862號
蘇公網安備 32028102000862號